
船用水泵叶轮加工工艺
针对船用水泵叶轮的空间尺度链难点进行工艺研讨,经过尺度换算和锥度塞规规划,制造一种检测非接连锥面空间理论高度的样板,经实践加工和安装验证,处理了叶轮空间尺度的加工和查验难题。

叶轮是水泵体总成中的重要部件,其尺度精度、叶片的形状及加工工艺等对水泵整体功能有重要的影响,假如叶轮加工精度差,影响了安装精度,就十分有可能在泵进口和叶片处发生较大的水能丢失,严峻时乃至导致平衡功能失效。
图 1 所 示 开 式 叶 轮 为 非 彻底回转体异形铸铜件,资料为ALBC3,有多个叶片径向圆周摆放。单个叶轮做静平衡实验,水泵总成体做动平衡实验。


叶轮首要精度要求如图2所示,中轴孔为1∶50锥孔,叶片呈10°锥面,叶片与锥轴孔之间有两条杂乱空间尺度链:① φ39.25mm、1∶50和43(0,-0.1)mm。②48.6(+0.2,0)mm、5(+0.2,+0.1)mm、φ225mm和10°。
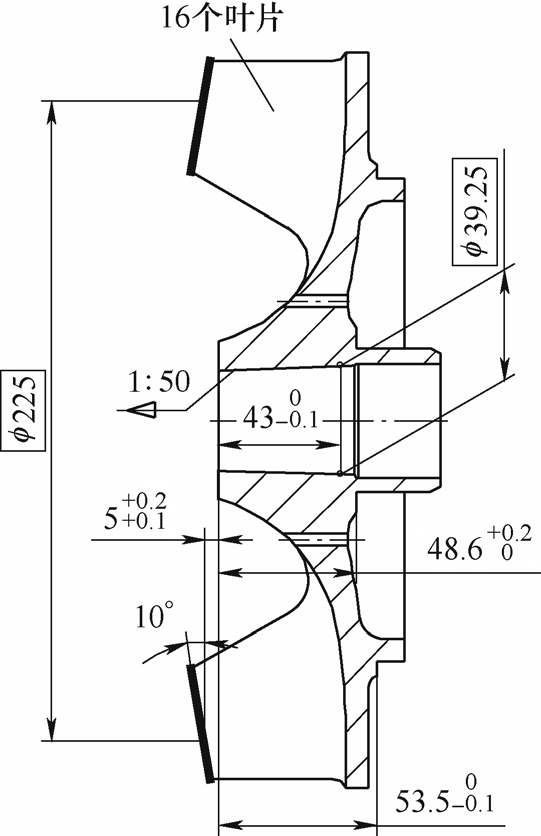
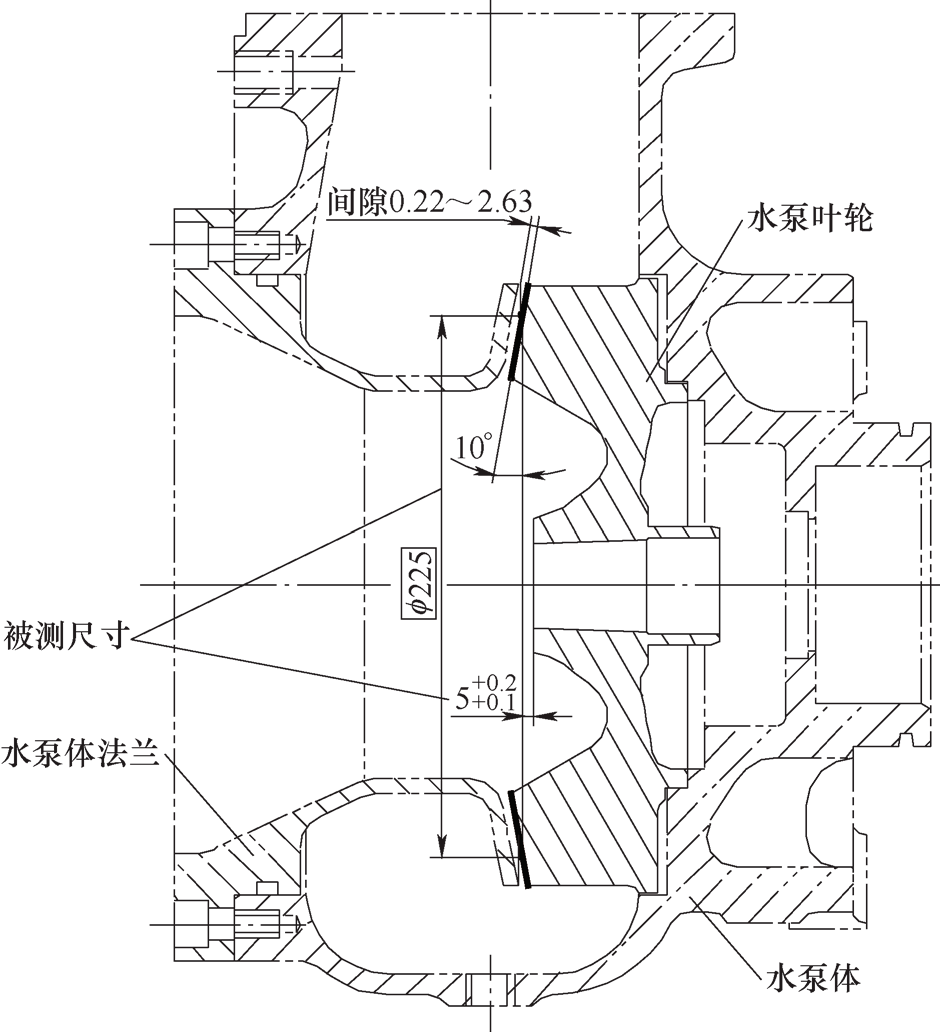
叶轮叶片与中轴锥孔均是车削加工而成,但不能一次装夹加工完结,需求2个工位别离调头装夹,导致叶片空间尺度φ225mm、5(+0.2,+0.1)mm和10°无法直接走刀和丈量,而这直接决议整个尺度链和后续水泵体总成的安装是否干与。如图3所示,安装空隙是0.22~2.63mm。由于叶片10°外表较粗糙,被测要素又是空间理论尺度,且对错接连的锥体,所以没办法用三坐标丈量。
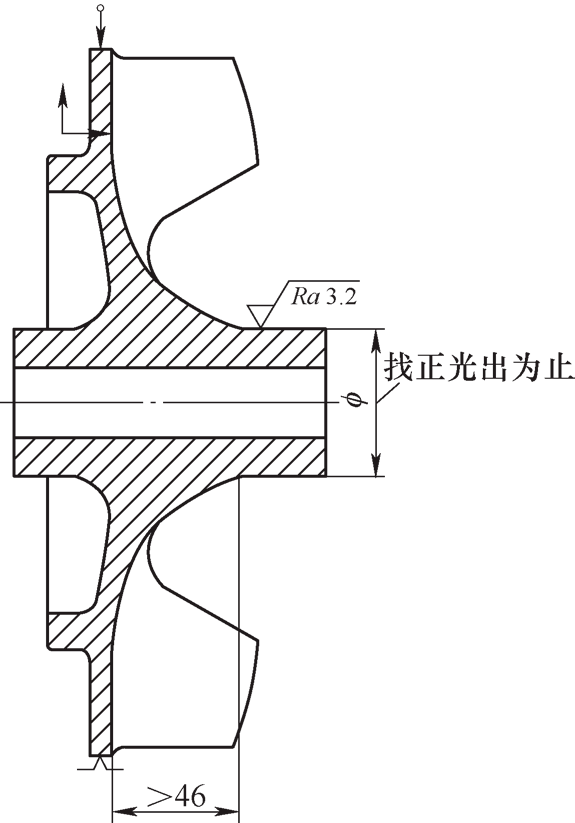
1)划线查验毛坯,叶片厚度尺度作为粗基准划线)车出粗基准(铸造留夹头),如图4所示。
3)粗车端面、外圆,镗内孔。经过尺度链换算,算出关闭链尺度4.9(-0.1,-0.2) mm和25.2(0,-0.1)mm,如图5所示。规划辅佐量规,如图6所示,辅佐车工和查验员查验。

4)精镗锥孔。经过尺度链换算出锥孔理论圆与小端面的尺度35.7(+0.8,0 )mm和5.7mm(见图7),规划锥度塞规 φ39.25mm×(1∶50),上色查验,贴合度≥60%。

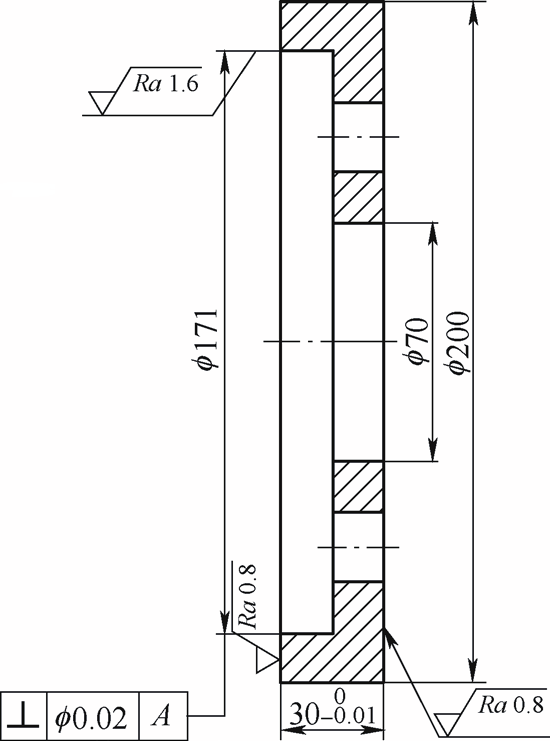
5)规划专用车床用花盘。花盘装在车床主轴上,辅佐垫板、定位块和叶轮安装在花盘上,车端面和叶片的锥面。如图8所示(花盘未示),经过尺度链换算,由定位块大端面开端用深度千分尺丈量尺度L,53.5(0,-0.1)mm尺度作为关闭环直接确保。叶片空间尺度53.5(0,-0.1)mm、5(+0.2,+0.1)mm 、φ225mm和10°凭借深度千分尺和查验样板进行现场加工和查验。查验样板结构如图9所示,通、止端H值与公役见表1。选用透光检测的新办法,只需一起满意图10和图11所示条件,即为合格品。
以上办法有用确保了叶轮空间杂乱尺度链的加工,在线查验便利且效率高。经装机验证,加工精度牢靠,零件的牢靠性和安装性好。
本文发表于《金属加工(冷加工)》2020年第12期第22~24页,作者:陕西柴油机重工有限公司张景娟,郭忠彬,盖文,原标题:《船用水泵叶轮加工工艺》。
上一篇: 洒水车水泵型号参数
下一篇: 48k9资料库44723cm